
Как исправить наиболее распространенные ошибки 3D-печати
3D-печать быстро становится широко доступной и удобной для пользователя технологией. Несмотря на это, некоторые пользователи (особенно начинающие) могут иногда сталкиваться с различными трудностями в процессе печати. Такие проблемы обычно вызваны неправильной конфигурацией или просто случайной аварией.
Мы составили список из пяти более или менее распространенных проблем, с которыми вы теоретически можете столкнуться на своем 3D-принтере. Кроме того, мы предлагаем полезные советы, как решить эти проблемы или предотвратить их полное возникновение.
Первый слой не прилипает к поверхности печати
Это, безусловно, самая распространенная проблема 3D-печати, и, вероятно, первая, с которой вы можете столкнуться. Первый слой является основным, поскольку он является основой печатного объекта. Поэтому, если он не идеален, вероятность сбоя печати возрастает.
Что происходит, когда первый слой не идеален? Большую часть времени вы не сможете запустить процесс печати, или напечатанные объекты могут продолжать постоянно отделяться от поверхности печати.
Создание первого слоя:
- Правильная калибровка первого слоя - во-первых, вы должны выполнить калибровку первого слоя. Как только вы довольны результатом, вы можете начать печатать. Позже вы можете применить небольшие корректировки высоты сопла с помощью параметра Live Adjust Z, когда принтер создает первые три слоя. Просто нажмите ручку и перейдите к Live Adjust Z. Если вы не уверены, как выглядит правильный первый слой, посмотрите фотографию выше.
- Подготовьте поверхность для печати. Не допускайте попадания смазки на поверхность. В противном случае ваш первый слой будет трудно прилипать к печатной платформе. Перед началом печати любых отпечатков из ABS, PLA и многих других материалов, просто протрите поверхность печати IPA 90% + . Кроме того, вы должны время от времени использовать ацетон , когда отпечатки перестают прилипать - но не используйте его ежедневно. PETG является исключением, поэтому не используйте IPA 90% + и ацетон при печати с использованием этого материала. Для PETG мы рекомендуем использовать разделительный агент (например, клей-карандаш). Полное руководство по подготовке поверхности для печати можно найти на Подготовка поверхности печати PEI
- Используйте правильную температуру печати. Убедитесь, что используется правильная форсунка и особенно правильная температура термоблока. Если вы экспериментируете с новыми материалами, которые плохо прилипают, вы можете попытаться повысить температуру нагрева на 5-10 ° C. Таким образом, пластик будет немного лучше прилипать.
- Уменьшите скорость печати. Если все вышеперечисленное не удалось, попробуйте уменьшить скорость печати. Самый простой способ сделать это - повернуть ручку во время процесса печати. Против часовой стрелки = уменьшить скорость, по часовой стрелке = увеличить скорость. Мы предлагаем снизить скорость примерно до 75% для первых трех слоев, а затем вернуть ее в нормальное состояние.
Смещение слоя
Смещение слоев - это ошибка, которая заставляет некоторые слои смещаться от своих назначенных позиций. Обычно это связано с неправильным перемещением оси, что приводит к смещению головки экструдера в середине печати без какого-либо уведомления. Другими словами, есть по крайней мере один слой, который не выровнен должным образом.
Вы можете столкнуться со смещением слоев при разных движениях оси. Чтобы правильно устранить проблему, важно определить, по какой оси она происходит. Чтобы уточнить, посмотрите на фотографию ниже, которая демонстрирует три различных типа смещения слоев. Само устранение неисправностей одинаково для обеих осей.



Предотвращение смены слоев:
- Проверьте режим питания принтера - для объектов весом более 200–300 г или для объектов со сложной геометрией запустите принтер в обычном режиме . Вы можете изменить режим питания в ЖК-меню - Настройки - Режим .
- Проверьте свои ремни X / Y - Убедитесь, что ремни достаточно натянуты . Ремни должны быть достаточно тугими, чтобы звучать как низкие басовые ноты, когда выщипаны.
- Проверьте ваши шкивы оси X / Y - Убедитесь, что шкив на валу двигателя закреплен и шкив холостого хода может свободно двигаться на противоположном конце. Свободный шкив обычно является основной причиной смещения лестничного слоя.
- Убедитесь, что ничто не блокирует движение вашей оси - Убедитесь, что на пути подшипников нет препятствий или каких-либо возможных отходов от предыдущих отпечатков, застрявших вокруг ремня (обычно вокруг шкива оси Y). Вы можете прочитать больше об общем обслуживании принтера в этой статье ,
- Сложная геометрия для печати - Объекты с большими выступами обычно труднее печатать. Эти выступы могут деформировать середину печати и ударить по соплу. Чтобы предотвратить это, вы можете вырезать объект (посмотрите одну из наших предыдущих статей Резка моделей STL ). Вы также можете попытаться увеличить скорость вентилятора печати или увеличить расстояние Z-перехода в Slic3r PE. Обе эти настройки можно изменить в нашем Slic3r PE. Скорость печати вентилятора в настройках нити накала - Охлаждение и расстояние Z-хопа в настройках принтера - Экструдер 1 .
Набирать
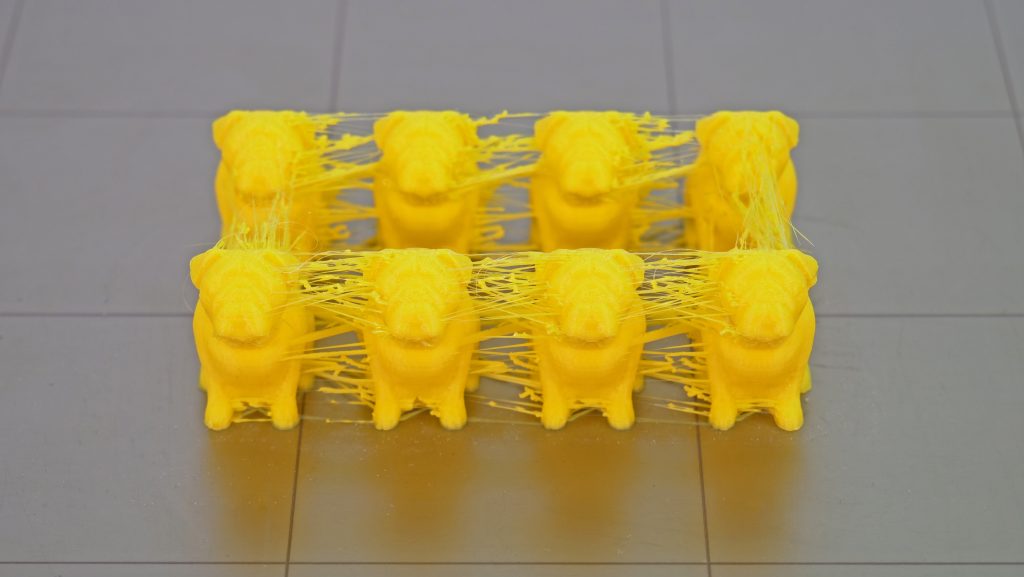
Струнные обычно появляются, если ваши настройки печати не точны, в то время как вы печатаете сложные объекты (такие как Лунный город ) или несколько объектов одновременно. Это можно узнать по краевой линии пластика, оставленной позади или между объектом. Другими словами, это тот кусочек пластика, который мы не хотим видеть.
Помните, что некоторые нити, такие как PETG или гибкие нити , могут быть неровными даже при идеальных настройках печати. На фото ниже вы можете увидеть крайний случай натяжения. Обычно нити не такие строгие, но если вы столкнулись с чем-то похожим на объекты на фотографии, следуйте инструкциям ниже.
Предотвращение возникновения строк:
- Проверьте натяжные болты. Прежде чем прикасаться к каким-либо настройкам, убедитесь, что натяжные болты, расположенные на холостом ходу экструдера, надежно затянуты, хотя это не так часто.
- Используйте правильные настройки печати - мы настоятельно рекомендуем использовать предустановленные настройки в Slic3r PE или PrusaControl. Однако, если вы печатаете со своими собственными настройками, убедитесь, что вы правильно настроили параметры отвода. Настройки отвода можно найти в Slic3r PE в Настройках принтера - Экструдер 1 .
- Попробуйте понизить температуру сопла - Понижение температуры сведет к минимуму струны. Поэтому вы можете попытаться уменьшить его на 5 - 10 ° C.
- Не беспокойтесь, просто используйте тепловую пушку! - Если вы не хотите настраивать какие-либо настройки, тогда есть альтернатива. Вы можете избавиться от струн с помощью теплового пистолета (или, возможно, с помощью зажигалки). Просто установите его примерно на 200 ° C и целитесь в струны в течение одной или двух секунд. Это расплавит строки, и напечатанный объект должен остаться неповрежденным.
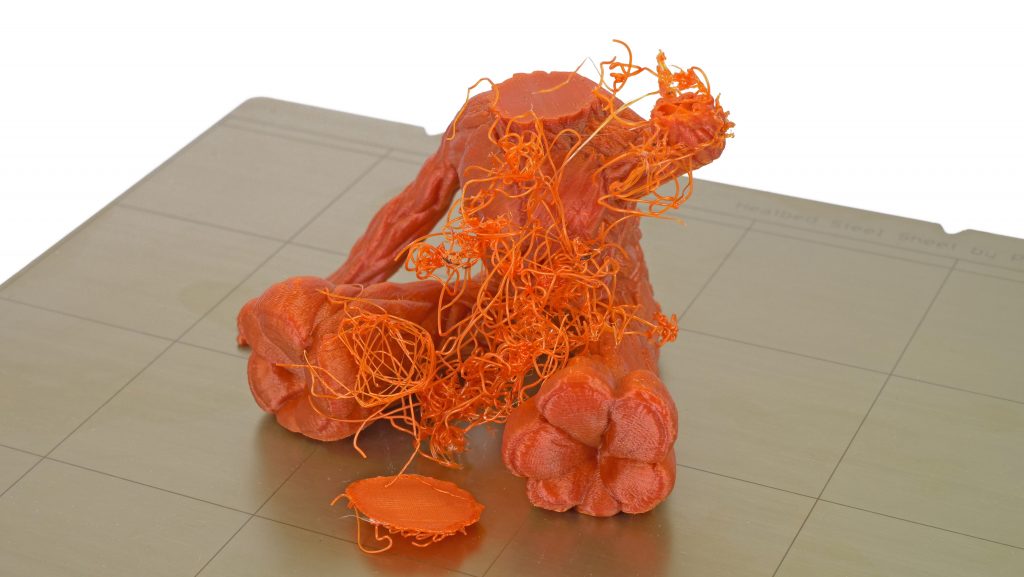
Спагетти монстр
Хотя название этой ошибки при печати звучит довольно круто, это единственное, что в ней хорошо. Обычно это происходит после того, как большая часть печати завершена.
Как упомянуто выше, если первый слой не идеален, вероятность любого типа сбоя печати увеличивается. Так называемый спагетти монстр является прекрасным примером этого. Обычно происходит то, что напечатанный объект отсоединяется от печатного слоя в середине печати, а остальные слои перестают прилипать к объекту. Другим распространенным источником этой проблемы может быть ошибка в объекте STL.
Как предотвратить появление спагетти-монстра:
- Проверьте первый слой - просто убедитесь, что первый слой правильно прилипает ко всей поверхности печати. Вы можете обратиться к « Первый слой не прилипает» Глава, упомянутая выше.
- Проверьте объект на наличие ошибок - Всегда проверяйте сгенерированный G-код в Preview нашего Slic3r PE . В случае, если вы обнаружите какие-либо пробелы или неправильную геометрию, вы можете либо починить объект STL самостоятельно, либо использовать одно из наших предыдущих руководств, где мы показываем Как восстановить поврежденные 3D объекты ,
- Попробуйте увеличить температуру слоя. Если вы уже столкнулись с этой ошибкой, попробуйте повторно выполнить печать и увеличьте температуру слоя на 5 ° C. Это должно помочь при адгезии первого слоя. Вам не нужно повторно разрезать объект и подготовить новый G-код. Просто начните печать, перейдите в ЖК-меню - Tune - Bed .
Экструдер Блоб
Экструдерная капля - одна из самых серьезных проблем печати, с которой вы можете столкнуться на своем 3D-принтере. В отличие от монстра спагетти, эта проблема возникает раньше, обычно в течение первых 5 минут печати. Первый слой отделяется и покрывает сопло, в то время как экструдер продолжает выдавливаться, а капля растет и растет, оставляя вас с нерабочим принтером.
Не волнуйтесь, действительно легко предотвратить эту ситуацию. Тем не менее, это довольно сложно очистить его после того, как это произойдет. Просто чтобы вам было легче, мы подготовили короткое видео, в котором мы покажем вам, как его удалить.
Как предотвратить появление капель экструдера:
- Проверьте первый слой - поскольку неправильный первый слой является источником капли экструдера в большинстве случаев, убедитесь на 100%, что первый слой правильно прилипает ко всей поверхности печати. Вы можете сослаться на « Первый слой не прилипающий» выше.
- Следите за печатью в течение 5–10 минут - дайте принтеру поработать в течение 10 минут и проверьте ход выполнения. Мы рекомендуем делать это каждый раз. Если вы заметили какие-либо проблемы, перезапустите печать. Если все работает нормально, вы можете просто позволить принтеру завершить работу. После первых 10 минут маловероятно, что ваш принтер создаст шарик экструдера.
Похожие
Как купить здоровое животное?Как купить здоровое животное? В течение нескольких лет я наблюдаю растущий интерес к меблировке в дома условия "Маленький зоопарк". По мере роста грибов появляются все большие и меньшие зоологические магазины, Как разблокировать ваш iPhone 3G
iPhone мир давно требует этого. И что может быть лучше, чем начать новый год, поиграв с новейшим творением Dev Team - официальной разблокировкой iPhone 3G. Мы пройдемся по основам этого замечательного небольшого инструмента и покажем вам, как можно сделать джейлбрейк и разблокировать телефон. Вы сможете запускать на своем устройстве столько сторонних Смотрибельность М как сезон любви 2017/2018
Средняя аудитория сериала «M jak miłość» в период с 28 августа 2017 года по 29 мая 2018 года составила 5,77 миллиона человек. Это переведено на 37,16 процента. доля на телевизионном рынке среди всех зрителей, 31,83 процента. в коммерческой группе 16-49 и 32,41%. в группе 16-59 - по данным Nielsen Audience Measurement, разработанным порталом Wirtualnemedia.pl. Производство на TVP2 можно было наблюдать по понедельникам и вторникам в 20,45. Самый популярный сериал был Как хранить и каталогизировать фотографии
... печати или других подобных целей. Фотографии, сделанные цифровой камерой, также содержат дополнительную информацию, такую как модель камеры, параметры экспозиции, чувствительность и выдержка. Они невидимы на первый взгляд, однако мы можем скачать соответствующую программу для чтения данных. В Windows их можно увидеть в свойствах файла - там мы можем дополнительно описать картинку, но это невозможно сделать оптом без программы каталогизации. Каталогизация и Как убрать вокал из караоке
Если вы не можете найти караоке-версию своей любимой песни - ничего не потеряно. С помощью простого решения вы можете быстро и эффективно удалить вокал практически из каждой песни, сохраненной на вашем компьютере. Посмотрите, как это сделать. Удаление вокала из песен полезно в первую очередь для Как выбрать модную межкомнатную дверь?
дверь они не только практичны - они также являются важным элементом оборудования, подчеркивая стиль членов семьи.Если вы пытаетесь вовремя договориться, стоит взглянуть на современные тенденции в индустрии дизайна интерьера. Прежде чем выбрать правильный стиль, стоит определиться с основными техническими проблемами. Сначала вам нужно подумать, какая дверь вам понадобится. На кухне Как проверить скорость интернета? (Видео)
Автор Матеуш Пониковски Скорость подключения к Интернету имеет решающее значение во многих ситуациях. Без соответствующей пропускной способности мы не сможем быстро загружать файлы или смотреть фильмы онлайн в HD качестве. Как проверить, действительно ли ссылка имеет скорость, которую обещал оператор? Как Луи Армстронг взорвал зрителей
В " Луи Армстронг: мастер модернизма, Музыкальный ученый Томас Братс исследует «годы славы» карьеры Луи Армстронга - 1920-е и 1930-е годы, когда джазовый музыкант был одновременно крупнейшей музыкальной звездой Америки и авангардистским музыкальным революционером. Его игра на трубе и пение изменили американскую популярную музыку, даже когда он и его группа справились с расизмом, зависимостью Первый секс. Что делать во время первого секса
Не знаете что делать в первые моменты интимной близости? Хотите все сделать правильно? Наша статья поможет вам! Время поцелуев и страстных объятий рано или поздно приводит к ... полового акта. Но большинство подростков просто напросто не готовы к этому и вовсе не знают как вести себя во время первого секса. В этой статье мы расскажем, что можно, а что нельзя делать «в первый раз». - Как сделать 4-бет блеф-покер безлимитного холдема
В большинстве случаев, когда вы делаете пре-флоп с 4-бетом , вы делаете это, чтобы оценить действительно сильную руку, такую как пара тузов или пара обслуживаемых королей. Однако, если вы играете против агрессивных игроков 3-бета, вы не сможете дождаться такой сильной руки. Иногда вам нужно будет сделать блеф с 4-бетом, чтобы вернуть им немного больше честности! Это рискованный Пополнение счета в Heyah на pekao24.pl
PEKAO SA Как это работает? Вы заходите на сайт pekao24.pl и выбираете пополнить свой мобильный телефон. Банк отправляет Оператору распоряжение на пополнение счета, которое автоматически пополняет ваш счет. Вы получите подтверждающее SMS-сообщение с информацией о сумме пополнения и номере транзакции, а также о новом сроке действия учетной записи.
Комментарии
Вы не хотели бы оказаться в чрезвычайной ситуации и не могли бы обратиться за помощью, потому что вы хотели удобство SBSettings, не так ли?Вы не хотели бы оказаться в чрезвычайной ситуации и не могли бы обратиться за помощью, потому что вы хотели удобство SBSettings, не так ли? Поддерживаемые устройства : Как уже упоминалось, Если бы таких вещей не произошло, не было бы необходимости обновлять, не так ли?
Если бы таких вещей не произошло, не было бы необходимости обновлять, не так ли? И это очень хорошо работает для MIUI. По крайней мере, один раз в месяц появляется новое ПЗУ, которое улучшает работу системы и уменьшает количество ранее обнаруженных ошибок. Обновление системы очень просто. Мы загружаем с веб-сайта MIUI Polska ROM, соответствующего нашему устройству, а затем помещаем его в память телефона или на карту, установленную в нем. Заходим в приложение «Обновления». Он покажет нам файл, Карты Google используются миллионами людей каждый день, и вы можете быть одним из них, но как это на самом деле работает и как Google так хорошо поддерживает свою точность?
Карты Google используются миллионами людей каждый день, и вы можете быть одним из них, но как это на самом деле работает и как Google так хорошо поддерживает свою точность? Прочитайте больше или если вы не хочу, чтобы Google отслеживал вас , Однако эти опции обеспечивают надежность и функции, которые, безусловно, стоят вашего времени. Как это работает, если игра не может видеть, как вы движетесь?
Как это работает, если игра не может видеть, как вы движетесь? Just Dance Now использует гироскопические датчики в вашем смартфоне, чтобы почувствовать ваши движения. На практике это немного неточно, но все равно это фантастический, веселый и в меру недорогой способ развлечь детей (или детей в глубине души). Just Dance Now доступна бесплатно на iOS и Android, хотя игра использует микротранзакции для воспроизведения нескольких песен. Twitch Телевизор как монитор - как подключить?
Телевизор как монитор - как подключить? HDMI Как подключить телевизор к настольный компьютер ? Самое простое решение - использовать Кабель HDMI это может быть от нескольких десятков сантиметров до нескольких метров. Требование, однако, состоит в том, что оба устройства должны быть оборудованы такими розетками. 3. Каковы наиболее распространенные действия по устранению неполадок программного обеспечения?
3. Каковы наиболее распространенные действия по устранению неполадок программного обеспечения? водитель если ваша видеокарта поставляется с системой Dell, и вы всегда сможете загрузить последнюю версию драйвера для карты с веб-сайт поддержки Dell Если вы приобрели свою карту отдельно и оснастили ее на ПК Dell в качестве обновления, то вы получите драйвер на CD / DVD-диске, поставляемом с устройством, или Вот как Как использовать подарочную карту Apple или iTunes?
Не уверен как? Джейсон Киприани из CNET недавно объяснил процесс «Как сделать джейлбрейк вашего устройства iOS 7». Это займет всего несколько минут. Шаг третий: Найдите в хранилище Cydia (которое установлено как часть процесса джейлбрейка) твик под названием Controllers for All (1,99 долл. США). Установите это. Шаг четвертый: Использование Если теперь президент США не оставит сухопутную нить союзнику Германии за флиртом с Москвой, как он пойдет в опасную Европу для Кремля через несколько дней в Хельсинки?
Если теперь президент США не оставит сухопутную нить союзнику Германии за флиртом с Москвой, как он пойдет в опасную Европу для Кремля через несколько дней в Хельсинки? Источник: Портал tvp.info Почему художник не должен преуспеть, кто является одним из Лучшие заработка в музыкальном бизнесе как Канье Уэст подражает?
Если теперь президент США не оставит сухопутную нить союзнику Германии за флиртом с Москвой, как он пойдет в опасную Европу для Кремля через несколько дней в Хельсинки? Источник: Портал tvp.info И, наконец, как можно не потерять много денег?
И, наконец, как можно не потерять много денег? Вопреки видимости, дело не так просто. Вот несколько основных советов: 1. Перед покупкой узнайте как можно больше о выбранном животном. Познакомьтесь с его экологическими и пищевыми требованиями. 2. Не выбирайте животное на «кепке». Иногда стоит посетить магазин несколько раз, наблюдая поведение «Избранный». Оцените его состояние, способ перемещения, Как не потеряться среди этого всего и сделать так, чтобы ваш профиль имел успех?
Как не потеряться среди этого всего и сделать так, чтобы ваш профиль имел успех? Трудно поверить, но 37% пользователей Instagram не загрузили ни фото, 25% опубликовали до 3 снимков, а 5% - более 50 фотографий. Итак, вы уже в топе! Идем дальше. Прежде всего помните: фото в профиле обязательно должны быть качественными, иначе все попытки по их продвижению будут напрасными. И никто, кроме ваших друзей, а не будет ставить лайки зернистым, темным и размытым снимкам. Вы
Что происходит, когда первый слой не идеален?
Как купить здоровое животное?
Как проверить, действительно ли ссылка имеет скорость, которую обещал оператор?
Хотите все сделать правильно?
Вы не хотели бы оказаться в чрезвычайной ситуации и не могли бы обратиться за помощью, потому что вы хотели удобство SBSettings, не так ли?
Если бы таких вещей не произошло, не было бы необходимости обновлять, не так ли?
Карты Google используются миллионами людей каждый день, и вы можете быть одним из них, но как это на самом деле работает и как Google так хорошо поддерживает свою точность?
Как это работает, если игра не может видеть, как вы движетесь?
Как это работает, если игра не может видеть, как вы движетесь?
Телевизор как монитор - как подключить?